
نوآوری ها و تکنیک های مدرن در پانچ و مهرزنی دقیق ورق های مسی نازک
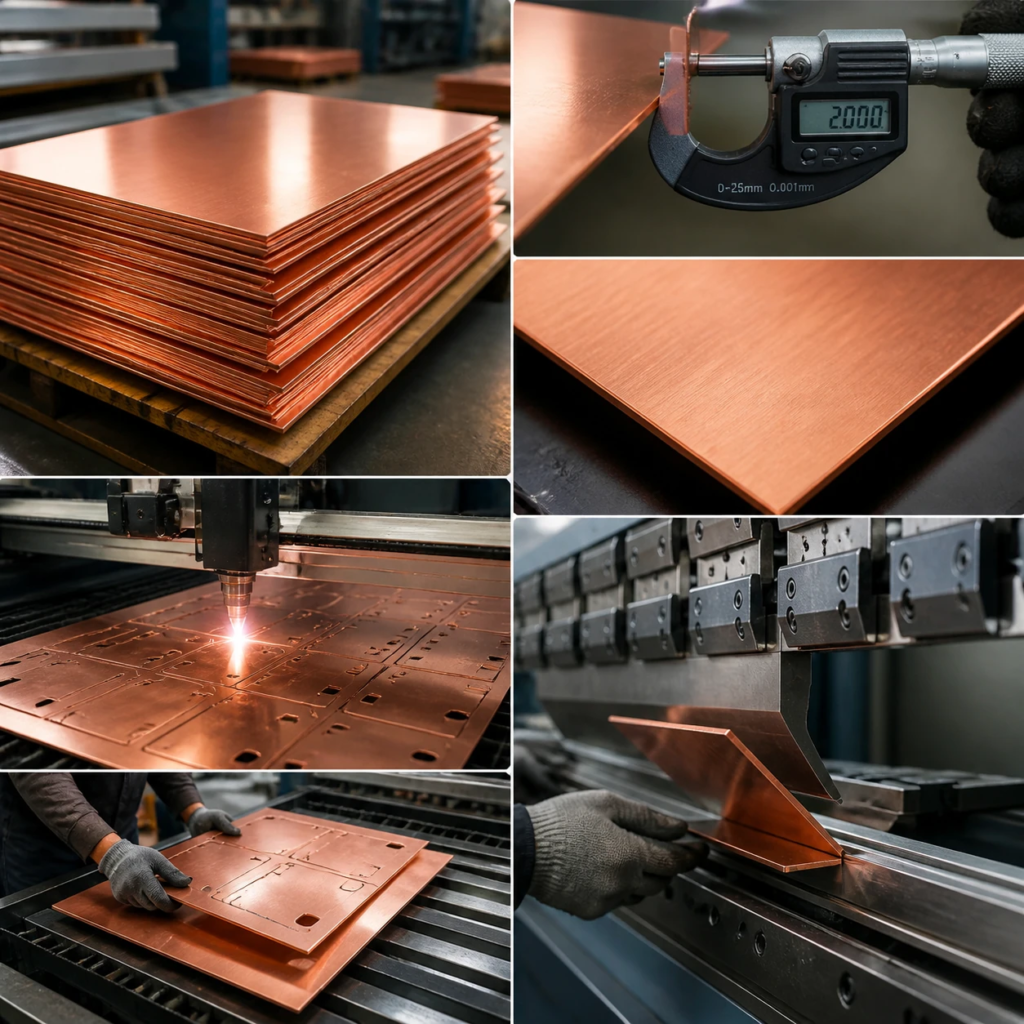
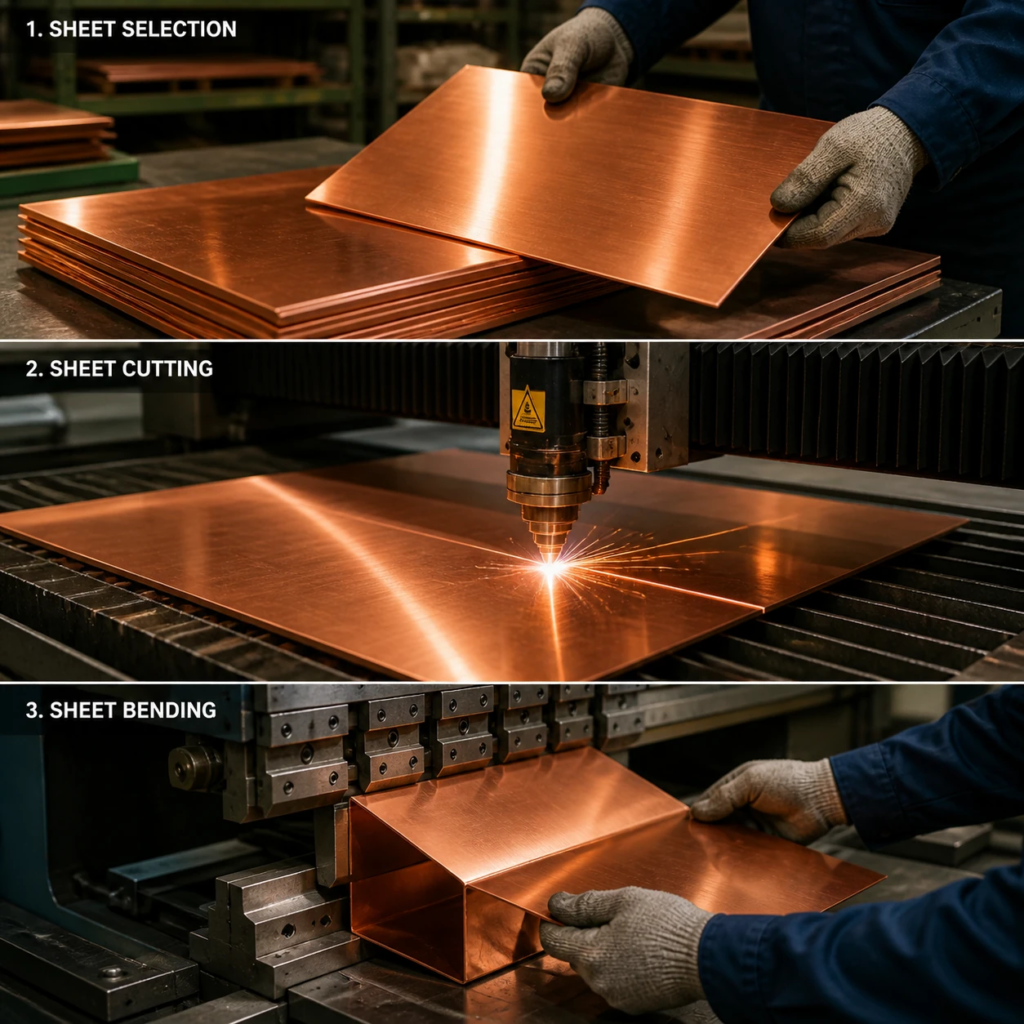
صنعت شکل دهی فلزات، به ویژه در بخش قطعات الکتریکی و الکترونیکی، همواره با چالش های خاصی در کار با فلزات نرم و رسانا مواجه است. ورق های مسی نازک به دلیل داشتن ترکیبی منحصر به فرد از رسانایی الکتریکی بالا و خواص مکانیکی نرم، در فرآیندهایی نظیر پانچ و استمپینگ رفتاری متفاوت از فولاد یا آلومینیوم نشان می دهند. استفاده از تکنیک های نوین برای تولید قطعاتی با دقت ابعادی بالا و کیفیت لبه عالی، نیازمند درک عمیق از متالورژی مس و رفتار آن تحت تنش های پرس کاری است. این نوشتار به بررسی تخصصی روش های مدرن در مهرزنی ورق های مسی می پردازد که نه تنها بازدهی تولید قطعات نهایی همچون تسمه مسی یا اجزای حساس کویل مسی را افزایش می دهد، بلکه با کنترل دقیق فرآیندها، ضایعات را به حداقل ممکن می رساند و استانداردهای تولید قطعات دقیق سیم مسی و اتصالات الکتریکی را ارتقا می بخشد.
ویژگی های رفتاری مس در فرآیند استمپینگ
مس به عنوان یک فلز با ساختار کریستالی مکعبی با مرکز وجوه پر (FCC)، از انعطاف پذیری ذاتی بسیار بالایی برخوردار است که این ویژگی هم به عنوان یک مزیت و هم به عنوان یک چالش در پرس کاری شناخته می شود. رفتار این فلز در برابر نیروهای برشی، به دلیل تمایل زیاد به تغییر شکل پلاستیک، نیازمند محاسبات دقیق در طراحی قالب و انتخاب پارامترهای پرس کاری است. هرگونه بی توجهی به خواص فیزیکی مس در زمان طراحی قالب های پانچ، می تواند به سرعت منجر به شکستن قطعه، اعوجاج سطحی یا تولید پلیسه های غیرقابل قبول شود. درک این رفتار به متخصصان اجازه می دهد تا با پیش بینی دقیق عکس العمل ماده تحت فشار، استراتژی های موثری برای پایدارسازی ورق در حین عملیات پانچ و مهرزنی تدوین کنند.
 چالش های مدیریت نرمی و انعطاف پذیری ورق مسی
چالش های مدیریت نرمی و انعطاف پذیری ورق مسی
 چالش های مدیریت نرمی و انعطاف پذیری ورق مسی
چالش های مدیریت نرمی و انعطاف پذیری ورق مسییکی از بزرگترین چالش های فنی در استمپینگ ورق های مسی نازک، کنترل نرمی بیش از حد آن هاست که منجر به تمایل ماده به «جریان یافتن» تحت فشار سنبه به جای برش خوردن تمیز می شود. وقتی ضخامت ورق مسی کاهش می یابد، کنترل این ویژگی دشوارتر شده و احتمال بروز چین و چروک یا تغییر فرم ناخواسته افزایش می یابد. متخصصان این حوزه با بهره گیری از سیستم های نگهدارنده ورق (Blank Holders) با نیروهای قابل تنظیم، سعی می کنند ورق را در یک وضعیت تنشی مناسب نگه دارند تا فرآیند برش با دقت میلی متری انجام شود. مدیریت این نرمی، کلید اصلی در حفظ دقت ابعادی قطعاتی است که در تجهیزات حساس الکتریکی کاربرد دارند و نیازمند تلرانس های بسیار بسته هستند.
پدیده سخت کاری کار (Work Hardening) و تأثیر آن بر طراحی قالب
هرچند مس در حالت اولیه نرم است، اما به محض قرار گرفتن تحت فشار پرس و تغییر شکل مکانیکی، به سرعت دچار پدیده سخت کاری کار می شود. این سخت کاری در لبه های برش خورده و مناطق تغییر شکل یافته رخ می دهد که باعث تغییر موضعی خواص مکانیکی ماده و سخت تر شدن آن نسبت به بدنه اصلی قطعه می گردد. در طراحی قالب های مدرن، این پدیده لحاظ می شود تا از خوردگی زودرس سنبه ها و ماتریس ها جلوگیری شود و از طرفی، نیروهای وارده در مراحل بعدی پرس کاری دقیق تر محاسبه گردند.
استراتژی های پیشرفته در طراحی و ساخت قالب
طراحی قالب برای مهرزنی مس نه تنها یک هنر مهندسی است، بلکه ترکیبی از دانش علم مواد و دینامیک ماشین است. در قالب های مدرن، برخلاف روش های سنتی، تمرکز اصلی بر کاهش اصطکاک و مدیریت جریان مواد در حین برش است. استفاده از آلیاژهای پیشرفته برای سنبه و ماتریس، همراه با پوشش دهی های ضد اصطکاک، توانسته است دقت خروجی قطعاتی مانند تسمه مسی را به سطحی بی سابقه برساند. این استراتژی های طراحی، به ویژه در خطوط تولیدی که با سرعت های بسیار بالا کار می کنند، حیاتی هستند تا علاوه بر تضمین دقت ابعادی، هزینه های ناشی از توقف دستگاه برای تعمیرات قالب کاهش یابد.
اهمیت تنظیم دقیق لقی قالب (Die Clearance) برای ورق های نازک
لقی بین سنبه و ماتریس در پرس کاری مس یکی از حیاتی ترین متغیرهاست؛ چرا که کوچکترین خطا در این تنظیم، منجر به ایجاد پلیسه در لبه های قطعه می شود. برای ورق های مسی نازک، لقی قالب باید بسیار کمتر از ورق های فولادی در نظر گرفته شود تا عمل برش به جای پاره کردن ماده، به شکلی کاملاً تمیز انجام شود. اگر این لقی دقیق محاسبه نشود، مس به دلیل خاصیت انعطاف پذیری بالا، به جای جدا شدن، دچار کشیدگی می شود که این امر علاوه بر آسیب به کیفیت ظاهری، دقت ابعادی قطعه را برای مونتاژ در سیستم های الکتریکی غیرممکن می سازد. مهندسان با استفاده از نرم افزارهای شبیه سازی پیشرفته، بهینه بودن لقی را قبل از ساخت قالب تضمین می کنند.
تکنیک های کاهش پلیسه (Burr) و بهبود کیفیت لبه های برش
تولید قطعات مسی بدون پلیسه یکی از الزامات در صنایع الکترونیک است، چرا که وجود هرگونه زائده فلزی می تواند باعث اتصالی و خرابی در تجهیزات شود. تکنیک های مدرن شامل استفاده از سیستم های برش مرحله ای و بهینه سازی هندسه لبه های برش در قالب است تا تنش ها به صورت متقارن به ورق وارد شوند. علاوه بر طراحی هندسی قالب، حفظ تیز بودن لبه های برشی با استفاده از پوشش های نانو-کامپوزیت، نقش بسیار مهمی در جلوگیری از ایجاد پلیسه دارد. به کارگیری این تکنیک ها باعث می شود قطعه نهایی نیاز به عملیات های ثانویه مانند پلیسه گیری (Deburring) نداشته باشد که این خود گامی بزرگ در کاهش زمان و هزینه تولید قطعات است.
تکنیک های مدرن برای جلوگیری از اعوجاج و تغییر شکل
اعوجاج یا تغییر فرم های ناخواسته، بزرگترین دشمن دقت در پرس کاری ورق های مسی نازک است. به دلیل هدایت حرارتی بالا و خاصیت انعطاف پذیری، کوچکترین توزیع نامتوازن نیرو می تواند باعث ایجاد موج یا تابیدگی در سطح ورق شود. تکنیک های نوین با بهره گیری از الگوریتم های مدیریت تنش، این مشکل را حل کرده اند. با کنترل دقیق سرعت اعمال نیرو و مسیر حرکت سنبه، می توان از تمرکز تنش در یک ناحیه خاص جلوگیری کرد و محصولی صاف و بدون اعوجاج تولید نمود. این امر به خصوص در تولید کویل مسی و قطعاتی که باید با تلرانس های سخت گیرانه در کنار هم قرار گیرند، از اهمیت راهبردی برخوردار است.
روش های کنترل برگشت فنری (Springback) در ورق های مسی
برگشت فنری، یعنی تمایل قطعه به بازگشت به حالت اولیه پس از برداشتن نیروی پرس، در مس به دلیل مدول الاستیسیته خاص آن بسیار مشهود است. برای مقابله با این پدیده، در قالب سازی مدرن از روش های “خم کاری بیش از حد” (Over-bending) یا اعمال فشار مضاعف در نقطه نهایی تغییر شکل (Bottoming) استفاده می شود تا ساختار کریستالی مس در فرم جدید تثبیت شود. این تنظیمات باید با دقت بسیار بالا انجام شوند تا از تغییر ناخواسته ضخامت ورق در نقاط خمش جلوگیری گردد. توانایی کنترل برگشت فنری باعث می شود تولیدکنندگان بتوانند دقیق ترین فرم های هندسی را روی ورق های مسی پیاده کنند.
کاربرد تکنولوژی های روغن کاری پیشرفته در پرس کاری سریع
اصطکاک نه تنها باعث سایش قالب می شود، بلکه با ایجاد حرارت موضعی، خواص فیزیکی مس را در نقاط درگیری تغییر می دهد و باعث ایجاد اعوجاج می شود. تکنولوژی های روغن کاری پیشرفته، مانند روانکارهای خشک یا روغن های با فشار بالا، با ایجاد یک لایه محافظ بسیار نازک بین قالب و ورق، اصطکاک را به حداقل می رسانند.
بهینه سازی خط تولید و افزایش راندمان
در دنیای رقابتی امروز، بهینه سازی خط تولید برای تولید قطعات مسی تنها به سرعت پرس بستگی ندارد، بلکه ترکیبی از دقت، پایداری و هوشمندی سیستم است. استفاده از فناوری های جدید در تولید انبوه سیم مسی و اتصالات پیچیده مسی، باعث شده تا ضایعات مواد اولیه کاهش یابد. با ادغام سیستم های پایش لحظه ای و ابزارهای پیشرفته قالب سازی، کارخانه ها توانسته اند نرخ خرابی محصولات را به نزدیک صفر برسانند.
استفاده از قالب های پیشرو (Progressive Dies) در تولید انبوه قطعات مسی
قالب های پیشرو که در آن چندین مرحله عملیات شامل پانچ، فرم دهی و برش نهایی در یک پرس انجام می شود، برای ورق های مسی نازک معجزه می کنند. در این قالب ها، ورق از میان ایستگاه های مختلف عبور کرده و در هر ایستگاه بخش کوچکی از عملیات نهایی انجام می گیرد که باعث توزیع متعادل نیرو و جلوگیری از انباشت تنش های مخرب می شود. این روش برای تولید قطعاتی با پیچیدگی بالا در تیراژ میلیونی بی نظیر است.
پایش هوشمند نیرو و دقت در پرس های مدرن
پرس های مدرن امروزی مجهز به سنسورهای پیزوالکتریک هستند که لحظه به لحظه نیروی وارده بر قالب را اندازه گیری می کنند. این پایش هوشمند اجازه می دهد تا در صورت بروز هرگونه تغییر ناچیز در نیروی اعمالی (که می تواند ناشی از خستگی قالب یا تغییر کیفیت ورق باشد)، دستگاه بلافاصله سیستم را متوقف یا پارامترها را اصلاح کند. این تکنولوژی از تولید قطعات معیوب جلوگیری کرده و سلامت قالب را تضمین می کند.

جمع بندی
تکنولوژی های مدرن پانچ و مهرزنی ورق های مسی نازک، به عنوان یکی از پیچیده ترین حوزه های مهندسی تولید، نقشی حیاتی در توسعه تجهیزات الکتریکی و انرژی های نو ایفا می کنند. با درک دقیق رفتار فیزیکی مس، مدیریت صحیح پدیده هایی نظیر سخت کاری کار و برگشت فنری، و همچنین بهره گیری از طراحی های پیشرفته قالب و سیستم های پایش هوشمند، تولیدکنندگان می توانند قطعاتی با بالاترین دقت ابعادی و کیفیت سطحی ارائه دهند. سرمایه گذاری بر روی این متدهای نوین، نه تنها به ارتقای استانداردهای تولیدی محصولاتی نظیر تسمه مسی و کویل مسی کمک می کند، بلکه با کاهش چشمگیر ضایعات و هزینه های تعمیر و نگهداری، مزیت رقابتی پایداری را در بازار ایجاد می نماید.
سوالات متداول
برای جلوگیری از چسبندگی ورق مسی به قالب در حین پانچ کاری چه باید کرد؟
چسبندگی مس به قالب به دلیل ماهیت نرم و ضریب اصطکاک بالای آن رخ می دهد. برای رفع این مشکل، استفاده از پوشش های سخت نظیر نیترید تیتانیوم (TiN) روی سنبه و ماتریس بسیار موثر است.
چگونه می توان از ایجاد خط و خش روی سطح حساس ورق های مسی نازک جلوگیری کرد؟
خط و خش معمولاً ناشی از وجود ذرات گرد و غبار یا براده های فلزی در قالب است. سیستم های تمیزکاری ورق (مانند برس ها یا هوای فشرده قبل از ورود به قالب) و فیلتراسیون دقیق روغن روانکار، برای حفظ سطح ضروری هستند.
بهترین متریال برای ساخت سنبه و ماتریس جهت افزایش عمر قالب در استمپینگ مس چیست؟
برای استمپینگ مس، فولادهای ابزار تندبر (HSS) با پوشش های نانو، یا در صورت نیاز به عمر کاری بسیار بالا، کاربید تنگستن (Tungsten Carbide) بهترین گزینه هستند.


