
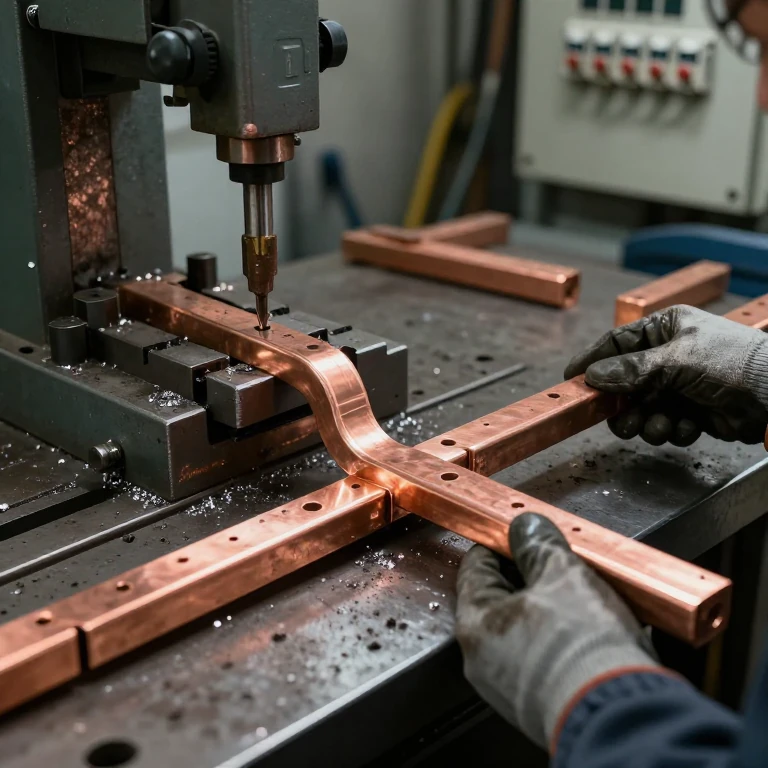
شینه های مسی از مهم ترین اجزای سیستم های توزیع برق، تابلوهای فشار ضعیف و متوسط، مراکز داده، سیستم های قدرت و باس داکت ها هستند. این شینه ها باید علاوه بر داشتن رسانایی عالی، از نظر مکانیکی نیز مطابق استانداردهای صنعتی آماده سازی شوند تا عملکرد ایمن و مطمئن داشته باشند. یکی از مراحل اساسی در فرآوری شینه مسی، عملیات سوراخ کاری و خم کاری است. این عملیات باید با دقت بالا و براساس اصول مهندسی انجام شود، زیرا کوچک ترین خطا در سوراخ کاری، فاصله ها، محل اتصال سیم کارت ها، زاویه خم، شعاع انحنا و کیفیت سطح می تواند منجر به افزایش مقاومت تماسی، ایجاد نقاط داغ، کاهش ظرفیت جریان دهی و حتی وقوع خطاهای الکتریکی شود. سوراخ کاری شینه مسی فرآیندی است که در آن نقاطی مشخص برای اتصال پیچ ها، ترمینال ها و تجهیزات الکتریکی ایجاد می شود. این سوراخ ها باید براساس استانداردهای IEC و NEMA طراحی شوند تا ضمن تأمین استحکام مکانیکی، بهترین تماس الکتریکی نیز برقرار شود. خم کاری شینه نیز عملیاتی است که برای شکل دهی مسیر جریان، تنظیم موقعیت باسبار در تابلو و ایجاد هماهنگی با تجهیزات انجام می شود. اصول صحیح خم کاری از ایجاد ترک، کاهش سطح مقطع و آسیب به ساختار کریستالی مس جلوگیری می کند. در ادامه این مقاله، تمام نکات فنی مربوط به سوراخ کاری و خم کاری شینه مسی را بررسی کرده و یک راهنمای کامل برای مهندسان، تکنسین ها و تولیدکنندگان ارائه می کنیم.

اصول طراحی استاندارد سوراخ کاری شینه مسی
محل قرارگیری سوراخ ها و رعایت فاصله استاندارد
یکی از مهم ترین اصول در سوراخ کاری شینه مسی تعیین دقیق محل سوراخ ها است. فاصله مرکز سوراخ تا لبه شینه باید به اندازه ای باشد که استحکام مکانیکی حفظ شود و عملیات اتصالات به درستی صورت گیرد. براساس استاندارد IEC، این فاصله نباید کمتر از ۱٫۵ برابر قطر سوراخ باشد. همچنین در شینه های چند سوراخه، فاصله بین دو سوراخ مجاور باید به گونه ای تعیین شود که خطر شکست یا تاب برداشتن شینه وجود نداشته باشد. رعایت این فاصله ها علاوه بر ایمنی، باعث توزیع یکنواخت نیرو در هنگام بستن پیچ ها می شود و از ایجاد نقاط ضعیف جلوگیری می کند.
انتخاب قطر استاندارد سوراخ و نحوه آماده سازی سطح
قطر سوراخ ها در شینه باید مطابق با پیچ ها و تجهیزات متصل شونده انتخاب شود. معمولاً سوراخ های شینه براساس قطر پیچ M8، M10، M12 یا M16 طراحی می شود. نکته مهم، کنترل کیفیت لبه سوراخ است. سوراخ کاری نباید باعث ایجاد براده، پلیسه یا سطح ناهموار شود زیرا این موارد باعث افزایش مقاومت تماسی می شود. سطح سوراخ باید پس از عملیات با سوهان، فرز دستی یا دستگاه پرداخت، صاف و یکنواخت گردد. همچنین روغن کاری و خنک کاری در هنگام سوراخ کاری باعث جلوگیری از سوختگی و تغییر رنگ سطح مس خواهد شد.
ابزارهای مناسب برای سوراخ کاری و خم کاری
ابزارهای دقیق سوراخ کاری
ابزار مورد استفاده در سوراخ کاری شینه شامل دریل ستونی، مته مخصوص فلزات نرم، پانچ هیدرولیک، مترهای دقیق و گیج های اندازه گیری است. در سوراخ کاری دقیق و تیراژ بالا استفاده از پانچ هیدرولیک توصیه می شود زیرا این روش علاوه بر دقت بالا، سرعت مناسبی نیز دارد و سطح سوراخ ها تمیز و بدون پلیسه خواهد بود. انتخاب مته با زاویه برش مناسب برای مس نیز اهمیت زیادی دارد تا از ایجاد لبه های اضافی جلوگیری شود.
ابزارهای استاندارد خم کاری
برای خم کاری شینه از دستگاه خم کن هیدرولیک، قالب های مخصوص و ابزار گیج زاویه استفاده می شود. دستگاه خم کن باید توان کافی برای اعمال نیروی یکنواخت داشته باشد تا شینه در هنگام خم شدن دچار ترک یا شکستگی نشود. استفاده از قالب هایی با شعاع استاندارد، از کاهش سطح مقطع و افزایش تنش نقطه ای جلوگیری می کند. در خم کاری دستی یا نیمه اتوماتیک نیز رعایت زاویه و استفاده از ابزار اندازه گیری دقیق ضروری است.
استانداردها و الزامات فنی
استانداردهای بین المللی مورد استفاده
عملیات سوراخ کاری و خم کاری شینه براساس استانداردهای بین المللی IEC 61439، IEC 61238 و همچنین استانداردهای NEMA و UL انجام می شود. این استانداردها به تعیین حداقل فاصله سوراخ ها، ضخامت شینه، شعاع خم، الزامات حرارتی و مکانیکی و کیفیت سطح می پردازند. رعایت این استانداردها باعث تضمین عملکرد صحیح شینه در شرایط بارگذاری الکتریکی و مکانیکی می شود و از آسیب دیدگی یا داغ شدن اتصالات جلوگیری می کند.
تلرانس ها و محدودیت های طراحی
در طراحی و تولید شینه مسی، تلرانس های ابعادی اهمیت زیادی دارند. تلرانس در قطر سوراخ ها، محل قرارگیری آن ها، ضخامت شینه و زاویه خم باید کنترل شود. برای مثال تلرانس قطر سوراخ معمولاً در حدود ۰٫۲ تا ۰٫۵ میلی متر تعریف می شود. همچنین زاویه خم باید در دقت کمتر از یک درجه کنترل شود تا اتصال صحیح با تجهیزات برقرار گردد. رعایت تلرانس های استاندارد از بروز مشکلاتی مانند عدم تطابق با محل نصب جلوگیری می کند.

مراحل صحیح خم کاری و سوراخ کاری
مراحل اجرای سوراخ کاری استاندارد
برای سوراخ کاری دقیق ابتدا باید مکان سوراخ ها با استفاده از مارکر صنعتی یا سنبه مشخص شود. سپس عملیات پیش سوراخ برای ایجاد مرکز انجام می شود تا مته در هنگام کار منحرف نشود. پس از آن با مته اصلی سوراخ ایجاد می شود و سطح داخلی آن با ابزار پرداخت تمیز می شود. در نهایت کنترل کیفیت با گیج اندازه گیری و تست چشمی انجام می شود. در تولید صنعتی، استفاده از پانچ CNC بهترین دقت را فراهم می کند.
اجرای صحیح خم کاری شینه
در خم کاری ابتدا باید زاویه و شعاع خم مشخص شود. شینه در دستگاه خم کن قرار می گیرد و نیرو به صورت یکنواخت اعمال می شود. خم کاری سریع یا ناگهانی باعث ترک خوردگی می شود، بنابراین فشار باید کنترل شده باشد. شعاع خم باید حداقل سه برابر ضخامت شینه باشد تا ساختار کریستالی مس دچار شکست نشود. پس از انجام خم کاری، شینه باید از نظر زاویه، تاب خوردگی و ترک احتمالی بررسی شود.
نکات ایمنی و نگهداری
الزامات ایمنی هنگام کار
کار با شینه مسی شامل عملیات مکانیکی سنگین است و رعایت ایمنی اهمیت زیادی دارد. استفاده از دستکش ضدبرش، عینک ایمنی و محافظ گوش ضروری است. دستگاه های سوراخ کاری و خم کاری باید به طور مرتب سرویس شوند تا عملکرد صحیح و بدون لرزش داشته باشند. همچنین در هنگام کار با شینه ضخیم باید از نگهدارنده های مناسب استفاده شود تا شینه از جای خود خارج نشود.
نگهداری و کنترل کیفیت
پس از سوراخ کاری و خم کاری، شینه باید از نظر اکسیداسیون، تاب خوردگی، یکنواختی سطح و کیفیت اتصالات بررسی شود. نگهداری شینه ها در محیط خشک و بدون رطوبت از خوردگی جلوگیری می کند. سطح مس باید تمیز باشد تا مقاومت الکتریکی پایین بماند. کنترل کیفیت نهایی شامل تست چشمی و اندازه گیری دقیق ابعاد است.

جمع بندی
سوراخ کاری و خم کاری شینه مسی از مراحل کلیدی در آماده سازی باسبار برای استفاده در تابلوهای برق و سیستم های قدرت است. رعایت استانداردهای بین المللی، استفاده از ابزارهای مناسب، توجه به تلرانس ها و رعایت نکات فنی باعث می شود شینه عملکردی ایمن، پایدار و طولانی مدت داشته باشد. کیفیت عملیات سوراخ کاری تأثیر مستقیم بر مقاومت تماسی و ظرفیت جریان دهی دارد و خم کاری صحیح مانع از ترک خوردگی و کاهش سطح مقطع می شود. با رعایت اصول بیان شده در این مقاله می توان تجهیزات الکتریکی را با بهترین راندمان و بالاترین سطح ایمنی طراحی و تولید کرد.
سوالات متداول
حداقل شعاع استاندارد برای خم کاری شینه چقدر است؟
حداقل شعاع خم معمولاً سه برابر ضخامت شینه است تا از ایجاد ترک یا شکستگی جلوگیری شود.
آیا استفاده از پانچ به جای مته بهتر است؟
بله در تولیدات صنعتی، پانچ هیدرولیک به دلیل دقت بیشتر و نبود پلیسه گزینه استانداردتر است.
آیا سوراخ کاری روی شینه باعث کاهش ظرفیت جریان دهی می شود؟
اگر سوراخ ها استاندارد و در محل مناسب باشند، کاهش ظرفیت جریان بسیار ناچیز است اما سوراخ کاری اشتباه می تواند منجر به ایجاد نقاط داغ شود.


